La historia del mecanizado es relativamente corta; de hecho no comenzó a desarrollarse hasta la revolución industrial en el siglo XIX, pero tardó bastantes más años en consolidarse. Ese desarrollo no hubiese posible sin la evolución que sufrieron las herramientas de corte. En los albores del mecanizado las herramientas apenas eran un poco más duras que los materiales que mecanizaban, que eran los que ofrecían menos problemas (hierro forjado, bronce y fundición gris).
Las herramientas fabricadas de acero al carbono templado no resultaban válidas para el mecanizado de aceros aleados, y no fue hasta la aparición del acero Mushet cuando esto varió (Robert Mushet experimentó con el manganeso y tungsteno en el acero). Varios años después de su descubrimiento se vio que este material tenía mucha mayor resistencia al desgaste y las herramientas utilizadas se tenían que reafilar con menor frecuencia. En realidad, más que la mayor capacidad de corte, la ventaja principal radicaba en su capacidad para soportar temperaturas de corte mayores. La velocidad de corte oscilaba en torno a los 10 metros/minuto.
En 1900, cuando Fredrick Taylor efectuó una demostración en la Exposición Internacional de París torneando una pieza de acero dulce con una herramienta que a grandes velocidades de corte y avances (para aquella época) obtenía unas virutas azules y seguía afilada aún estando al rojo. La velocidad de corte se situó, de repente, en 40 metros/minuto.
Los aceros rápidos (HSS)
Taylor, junto con Maunsel White, pasaron de utilizar aceros Mushet añadiendo elementos
en la aleación como cromo y wolframio, incrementando el contenido en carburos duros resistentes al calor basados en el tungsteno y la temperatura de utilización.
Al no perder la dureza hasta los 600 º C, gracias sobre todo a su alto contenido de wolframio, hace posible el mecanizado con velocidades de corte elevadas.
Estas herramientas se fueron mejorando progresivamente, y en los años 30 aparecieron los aceros extra-rápidos (HSS-E), situándose la velocidad de corte en torno a los 70 metros/minuto.
Aunque se han visto ampliamente superadas por nuevos materiales para herramientas, todavía se siguen utilizando de manera significativa.
|
|

Figura 1. Fresa frontal de HSS (UOP grupo IZAR)
El metal duro (“WIDIA”)
En el año 1926 la empresa alemana Krupp descubre el carburo cementado, presentándolo en la feria de Leipzig en 1927 con la denominación de Widia. En los años 30 comenzó su aplicación práctica como material de corte, con un 90% de carburos de gran dureza (inicialmente carburo de tungsteno) y cobalto a modo de aglutínate. El material pulverizado es prensado y sinterizado, uniéndose entonces con el aglutínate). Por aquel entonces se soldaban pequeñas placas de carburo cementado en mangos de herramientas, para formar así la herramienta de corte.
Sin embargo, no fue hasta la Segunda Guerra Mundial hasta cuando hubo máquinas potentes y demanda suficiente para fabricar armas y elementos de transporte.
No obstante todavía se producía una rotura rápida del filo, problemas que se fueron solucionando con la adición de carburos de titanio, tántalo y niobio, como elementos adicionales del carburo de tungsteno, en diferentes fases. También fueron lográndose mejoras en la tenacidad de la herramienta, para las condiciones más desfavorables (a costa de una menor dureza).
|
|
|

Figura 2. A la izquierda, placa soldada de metal duro. A la derecha, portaherramientas de sujeción de palanca con plaquita de corte intercambiable (Euskron SA).
Pero las placas soldadas a un mango todavía presentaban un problema, y era el afilado. Se planteaba como alternativa más deseable una placa que fuese desmontable e intercambiable, con una geometría determinada, para asegurar así la repetibilidad. Se sustituía así la placa soldada, por una placa intercambiable fijada mecánicamente. Ello trajo consigo el desarrollo de las plaquitas intercambiables, al principio la década de los años 60.
Conviene destacar la existencia de los denominados CERMETS (la palabra proviene de la simbiosis CERámica – METal), una calidad formada por partículas de cerámica en un aglomerante metálico. Más específicamente, en realidad constituido por carburo de titanio (en vez de tungsteno) y níquel como metal aglutinante. Entre otras ventajas, posee una elevada resistencia a la abrasión.
La cerámica
Los materiales cerámicos más comunes se basan en alúmina (óxido de aluminio) y nitruro de silicio fundamentalmente. Como principales ventajas, ofrecen unas elevadas velocidades de corte y pueden soportar una elevada temperatura en el filo (hasta 1500º) que les permite trabajar sin refrigerantes. El principal inconveniente es su alta fragilidad.

Figura 3. Plaquitas de cerámica para mecanizar fundición gris (Kennametal).
Nuevos materiales: El CBN y el Diamante Policristalino
El descubrimiento del nitruro de boro cúbico o CBN (Cubic Boron Nitride) se debe a R.H. Wentorf de General Electric, en el año 1957. Sin embargo, no fue gasta finales de los años 70 cuando se generalizó el uso del CBN. Por su ordenación cristalina semejante a la del diamante, posee una alta dureza incluso hasta la temperatura de 2000ºC y es más tenaz que las cerámicas.
Es generado por el tratamiento del nitruro de boro hexagonal a altas presiones y temperaturas, de la misma forma que se genera el diamante artificial a partir del grafito. El aglutinante suele ser cerámica o nitruro de titanio.
|
|
|
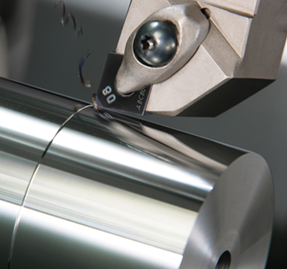
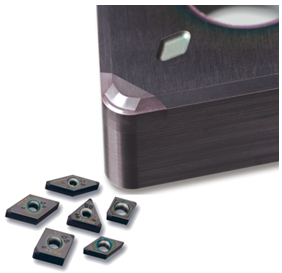
Figura 4. A la izquierda, torneado con plaquitas de CBN. A la derecha, detalle de una
plaquita “Wiper” con punta de CBN (Mitsubishi).
En la primera mitad de la década de 1970 apareció el diamante policristalino o PCD, después de que en diciembre de 1954 los Schenectady Laboratories de la General Electric produjesen el diamante sintético manufacturado.

Figura 5. Plaquitas de de torneado con punta de diamante para aluminio (WNT Ibérica).
Se trata de la sustancia conocida más dura y por consiguiente de elevadísma resistencia a la abrasión. A cambio, es extremadamente frágil, no puede superarse una temperatura de 600° en la zona de corte, y por su alta afinidad química con el hierro no puede mecanizar materiales férreos. Actualmente es utilizado para operaciones de torneado y fresado, concretamente cuando se requiere excelente acabado superficial y precisión. A modo comparativo, pueden alcanzar velocidades de corte de hasta 2000 metros/minuto en el mecanizado de aluminio.
 Si te ha gustado este interesante artículo de nuestro profesor David Alcañiz Martínez, puedes seguir ampliando conocimientos con nosotros gracias a nuestros cursos de diseño mecánico. Te informamos sin compromiso.
Si te ha gustado este interesante artículo de nuestro profesor David Alcañiz Martínez, puedes seguir ampliando conocimientos con nosotros gracias a nuestros cursos de diseño mecánico. Te informamos sin compromiso.
SEAS es el centro de formación online del Grupo San Valero, especializado en el ámbito técnico, industrial y de empresa. Visita www.seas.es para consultar nuestra oferta formativa de cursos y másteres. Formación profesional para el empleo de calidad y accesible para todos.